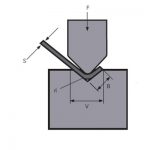
प्रेस ब्रेक पंच/डाइलाई माथिल्लो र तल्लो मोल्डहरूमा विभाजन गरिएको छ, जुन शीट मेटल स्ट्याम्पिङ गठन र मोल्डहरू अलग गर्न प्रयोग गरिन्छ। बनाउनको लागि मोल्डमा गुहा हुन्छ, र छुट्याउनको लागि मोल्डको काट्ने किनार हुन्छ। प्रेस ब्रेक मेसिनको पंच/डाइले वर्कपीसको शुद्धतामा ठूलो प्रभाव पार्छ। झुकाउने प्रक्रियामा, मोल्ड भनेको वर्कपीसलाई सम्पर्क गर्ने सबै हो।
झुकाउने मेसिन/प्रेस ब्रेकको प्रेस ब्रेक एल-आकार, आर-आकार, यू-आकार, Z-आकार, आदि हुन्। माथिल्लो डाई मुख्यतया 90 डिग्री, 88 डिग्री, 45 डिग्री, 30 डिग्री, 20 डिग्री, 15 डिग्री, आदि कोण। तल्लो मोल्डमा 4 ~ 18V डबल ग्रूभ र बिभिन्न ग्रूभ चौडाइ भएको एकल ग्रूभ हुन्छ, साथै R तल्लो मोल्ड, एक्युट एङ्गल लोअर मोल्ड, फ्ल्याटेनिङ मोल्ड, आदि।

अति उच्च परिशुद्धता
मोल्डको परिशुद्धताको लागि यो धेरै महत्त्वपूर्ण छ कि झुकाउने प्रक्रियाको क्रममा वर्कपीसको परिशुद्धतालाई धेरै असर गर्छ। प्रयोग गर्नु अघि मोल्डको पहिरन जाँच गर्नुपर्छ। निरीक्षण विधि भनेको माथिल्लो मोल्डको अगाडिको छेउदेखि काँधसम्मको लम्बाइ र तल्लो मोल्डको काँधको बीचको लम्बाइ नाप्नु हो। परम्परागत मोल्डहरूको लागि, प्रति मिटर विचलन लगभग ± ०.००८३ मिमी हुनुपर्छ, र कुल लम्बाइ विचलन ± ०.१२७ मिमी भन्दा बढी हुनु हुँदैन। सटीक ग्राइंडिङ मोल्डको लागि, प्रति मिटर सटीक ± 0.0033mm हुनुपर्छ, र कुल सटीक ± 0.0508 mm भन्दा बढी हुनु हुँदैन। यो सामान्यतया इलेक्ट्रो-हाइड्रोलिक झुकाउने मेसिन वा टोर्सन शाफ्ट झुकाउने मेसिनहरू, र म्यानुअल झुकाउने मेसिनहरूको लागि परम्परागत मोल्डहरूका लागि राम्रो ग्राइंडिंग मोल्डहरू प्रयोग गर्न सिफारिस गरिन्छ।
CNC प्रेस ब्रेक मिसिनको उपकरण खण्ड तलको रूपमा:

स्वचालित स्थिर स्थापना
माथिल्लो डाई स्थापना हुन्छ जब स्लाइडर शीर्ष मृत केन्द्रमा बढ्छ, र मोल्ड क्ल्याम्पिङ प्रणालीले क्ल्याम्पिङ दबाब लागू नभएसम्म धेरै मोल्डहरूलाई ठाउँमा राख्न सक्छ।
हाइड्रोलिक क्ल्याम्पिंग प्रणाली
हाइड्रोलिक क्ल्याम्पिङ प्रणाली सबैभन्दा प्रभावकारी क्ल्याम्पिङ विधि हो। नयाँ र पुरानो दुवै मेसिनहरूले यो क्ल्याम्पिङ प्रणाली प्रयोग गर्न सक्छन्, समय र लागत बचत। यदि पुरानो झुकाउने मेसिनको लोड-बेयरिङ सतह क्षतिग्रस्त छ भने, हाइड्रोलिक क्ल्याम्पिङ प्रणाली क्षतिको उपचारको लागि उत्तम विकल्प हुनेछ, साथै क्ल्याम्पिङ र स्थापनाको दक्षतामा सुधार गर्दै।

स्वत: ठाउँमा निचोड गर्नुहोस्
जब क्ल्याम्पिङ दबाब लागू गरिन्छ, माथिल्लो डाई माथि तानिन्छ र स्वचालित रूपमा ठाउँमा निचोड हुन्छ। यसले झुकाउने प्रक्रियाको क्रममा माथिल्लो मोल्डलाई मोल्डको तल्लो भागमा थिच्नु पर्ने आवश्यकतालाई हटाउँछ।
पंच/डाइको छनोट
पहिले, झुकाउन पानाको मोटाई निर्धारण गर्नुहोस्। उदाहरणका लागि, तपाईं 0.75mm देखि 6.30mm मोटो प्लेटहरू मोड्न चाहनुहुन्छ। त्यसपछि, न्यूनतम आवश्यक V-die साइज अनुमान गर्न सबैभन्दा पातलो पानाको मोटाईलाई 8 ले गुणा गर्नुहोस्। यस उदाहरणमा, 0.75mm प्लेट आवश्यक न्यूनतम मोल्ड हो, त्यसैले 0.75×8=6। तेस्रो, आवश्यक अधिकतम V-आकारको डाइ साइज अनुमान गर्न सबैभन्दा बाक्लो पानाको मोटाईलाई 8 ले गुणा गर्नुहोस्।
8 पटक सिद्धान्त
अर्थात्, V-आकारको मोल्डको खोल्ने पानाको मोटाई 8 गुणा हुनुपर्छ। निकटतम मोल्ड चयन गर्न पानाको मोटाई 8 ले गुणा गर्नुहोस्। उदाहरणका लागि, 1.5mm मोटो प्लेटलाई 12mm मोल्ड (1.5×8=12mm) चाहिन्छ। यदि यो 3.0mm प्लेट हो भने, 24.0mm मोल्ड आवश्यक छ। (३.०×८=२४.०)। यो अनुपातले सबै भन्दा राम्रो कोण विकल्प प्रदान गर्न सक्छ, त्यसैले धेरै मानिसहरू यसलाई "उत्तम विकल्प" भन्छन्। धेरै प्रकाशित झुकाउने चार्टहरू पनि यस सूत्रमा केन्द्रित छन्।
मोडेल चयन नियम
L-आकारको वर्कपीसहरू झुकाउनको लागि चयन नियम यो हो कि त्यहाँ कुनै नियमहरू छैनन्, लगभग कुनै पनि माथिल्लो डाई प्रयोग गर्न सकिन्छ। त्यसोभए वर्कपीसहरूको समूहको लागि माथिल्लो मोल्डहरू छनौट गर्दा, L-आकारको वर्कपीसहरू अन्तिम मान्न सकिन्छ, किनकि लगभग कुनै पनि माथिल्लो मोल्डले तिनीहरूलाई झुकाउन सक्छ। यी एल-आकारको वर्कपीसहरू झुकाउँदा, माथिल्लो मोल्डहरू प्रयोग गर्न सिफारिस गरिन्छ जुन अन्य वर्कपीसहरू पनि घुमाउन सक्छ। मोल्डहरू खरिद गर्दा, कम राम्रो। यो मोल्ड लागतहरू कम गर्न मात्र होइन तर आवश्यक मोल्ड आकारहरूको संख्या कम गर्न र स्थापना समय कम गर्न पनि हो।


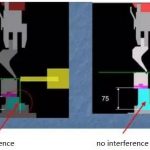
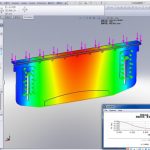
जब workpiece को माथिल्लो भाग तल्लो खण्ड भन्दा लामो छ, एक gooseneck डाइ आवश्यक छ। जब workpiece को माथिल्लो भाग तल्लो खण्ड भन्दा छोटो छ, कुनै पनि माथिल्लो डाई ठीक छ। जब माथिल्लो खण्ड र workpiece को तल्लो खण्ड समान लम्बाइ हो, एक तीव्र कोण माथिल्लो डाई आवश्यक छ। सारांशमा, माथिल्लो डाई चयन नियम मुख्यतया workpiece को हस्तक्षेप मा निर्भर गर्दछ, जहाँ झुकाउने सिमुलेशन सफ्टवेयर एक महत्वपूर्ण भूमिका खेल्न सक्छ। यदि प्रयोग गरिएको प्रणालीले झुकाउने अवस्थाको नक्कल गर्न सक्दैन भने, तपाईले ग्रिड पृष्ठभूमिसँग रेखाचित्र प्रयोग गर्न सक्नुहुन्छ म्यानुअल रूपमा माथिल्लो मोल्ड वर्कपीसको हस्तक्षेप जाँच गर्न, तलको चित्रमा देखाइएको छ।


कुनै इन्डेन्टेशन मोल्ड छैन
लगभग सबै सामान्य V-आकारको झुकाउने मेसिन मोल्डहरूले वर्कपीसमा केही चिन्हहरू छोड्नेछन्, यो किनभने मोल्डमा धातु थिचिएको छ। अधिकांश अवस्थामा, अंकहरू सानो वा स्वीकार्य छन्। दायरा बढाउँदा अंक कम गर्न सकिन्छ। तर कहिलेकाहीँ सानो अंकहरू पनि अस्वीकार्य छन्, जस्तै चित्रित वा पालिश प्लेटहरू झुक्नु अघि। तलको चित्रमा देखाइएको अनुसार, इन्डेन्टेसनहरू हटाउन नायलन इन्सर्टहरू प्रयोग गर्न सकिन्छ। इन्डेन्टेसन-मुक्त झुकाव विशेष गरी निर्मित विमान वा एयरोस्पेस पार्ट्सका लागि महत्त्वपूर्ण छ किनभने निरीक्षकहरूलाई नाङ्गो आँखाले भाग निरीक्षण गर्न र खरोंच र दरारहरू छुट्याउन गाह्रो हुन्छ।

सम्बन्धित उत्पादनहरु
 हाइड्रोलिक प्रेस ब्रेक मेसिनको टनेज कसरी छनौट गर्ने
हाइड्रोलिक प्रेस ब्रेक मेसिनको टनेज कसरी छनौट गर्ने- WILA मध्यम र बाक्लो प्लेटहरू झुकाउने कुशल समाधान
- सीएनसी झुकाउने मेसिनको सीपहरू प्रयोग गर्नुहोस्
- परम्परागत झुकाउने अनुक्रम र झुकाउने मेसिन मोल्डको दैनिक प्रयोग विशिष्टता
- शीट मेटल झुकाउने मेसिनको नि: शुल्क झुकाउने क्रममा झुकाउने बलको गणना
- प्रेस ब्रेक डाइज के बनाइन्छ? प्रेस ब्रेक टूलिङ के हो?
- हाइड्रोलिक प्रेस ब्रेक को कति प्रकारका
- किन एक प्रेस ब्रेक झुकाउने मेसिनमा क्षतिपूर्ति प्रणाली थप्नुहोस्
- प्रेस ब्रेक क्राउनिंग के हो
- तपाईको प्रेस ब्रेकको लागि बेन्ड भत्ता कसरी गणना गर्ने