हाइड्रोलिक झुकाउने मेसिनहरू/हाइड्रोलिक प्रेस ब्रेकलाई सिंक्रोनाइजेसन विधि अनुसार विभाजन गर्न सकिन्छ: हाइड्रोलिक सिंक्रोनस टर्क झुकाउने मेसिन, सीएनसी प्रेस ब्रेक र इलेक्ट्रो-हाइड्रोलिक सीएनसी प्रेस ब्रेक र निम्न प्रकारका आन्दोलनहरूमा विभाजन गर्न सकिन्छ: माथि-अभिनय, तल-अभिनय ।
प्रेस ब्रेक बेन्डिङलाई आवश्यक नतिजाहरू प्राप्त गर्न दृष्टिकोणको विभिन्न विधिहरू आवश्यक पर्दछ। विन्ड टावर पोलहरू बनाउनदेखि जटिल बिजुली क्याबिनेट कम्पोनेन्टहरू सम्म, प्रेस ब्रेकहरू फेब्रिकेटरका लागि महत्त्वपूर्ण उपकरण हुन् र सबै झुकाउनेहरू समान हुँदैनन् भन्ने थाहा पाउनु तिनीहरूको सफल सञ्चालनको कुञ्जी हो। प्रक्रिया, टुलिङ र सामग्री (जसरी झुकिएको सबै धातुहरूले प्रत्येक झुकाउने प्रक्रियामा फरक प्रतिक्रिया दिनेछन्) बुझ्नु छिटो र बारम्बार सही भागहरू प्राप्त गर्न महत्त्वपूर्ण छ।
हाइड्रोलिक सिंक्रोनस टोक़ झुकाउने मेसिन/ हाइड्रोलिक सिंक्रोनस टोक़ प्रेस ब्रेक

डबल सिलिन्डरहरूले स्लाइडर माथि र तल आन्दोलनलाई नियन्त्रण गर्दछ
मेकानिकल टोक़ सिंक्रोनाइजेसन
CNC प्रेस ब्रेक र इलेक्ट्रो-हाइड्रोलिक प्रेस ब्रेक


सीएनसी प्रेस ब्रेकहरू: यी प्रकारका ब्रेकहरूमा उच्च सटीकता र अनुकूलन क्षमताहरू हुन्छन्, सटीकता नियन्त्रण गर्न र दक्षता बढाउन कम्प्युटर प्रविधिको प्रयोग गरी। CNC ब्रेक प्रेसहरू प्रयोग गर्दा, बेन्डिङ एंगल, प्लेट मोटाई, चौडाइ र ग्रेड जस्ता डेटालाई प्रशिक्षित अपरेटरद्वारा कन्ट्रोलरमा प्रविष्ट गरिन्छ र ब्रेकले बाँकीलाई सजिलैसँग ह्यान्डल गर्छ।
प्रेस ब्रेक टनेज कसरी गणना गर्ने

झुकाउने प्रक्रियाको बखत, माथिल्लो र तल्लो मरहरू बीचको बल सामग्रीमा लागू हुन्छ, जसले गर्दा सामग्री प्लास्टिक विरूपणबाट गुज्रिन्छ। काम गर्ने टनेजले ध्वनि फोल्ड गर्दा बढाइचढाइको दबाबलाई जनाउँछ। काम गर्ने टनेज निर्धारण गर्नका लागि प्रभावकारी कारकहरू हुन्: झुकाउने त्रिज्या, झुकाउने विधि, डाइ अनुपात, कुहिनो लम्बाइ, मोटाई र झुकाउने सामग्रीको बल, आदि।
प्रेस ब्रेक गठन टन भार गणना अपेक्षाकृत सजिलो छ। चाल कहाँ, कहिले, र कसरी लागू गर्ने भनेर थाहा छ। टनेज गणनाको साथ सुरु गरौं, जुन बिन्दुमा आधारित छ जहाँ सामग्रीमा उपज तोडिएको छ र वास्तविक झुकाव सुरु हुन्छ। सूत्र 60,000-PSI तन्य शक्तिको साथ AISI 1035 कोल्ड-रोल्ड स्टीलमा आधारित छ। त्यो हाम्रो आधारभूत सामग्री हो। आधारभूत सूत्र निम्नानुसार छ:

P: झुकाउने बल (kn)
S: प्लेट मोटाई (मिमी)
L: प्लेट चौडाइ (m)
V: तल्लो डाई स्लट चौडाइ (मिमी)

उदाहरण १:
S=4mm L=1000mm V=32mm, तालिका हेर्नुहोस् र P=330kN प्राप्त गर्नुहोस्
2. यो तालिका शक्ति Оb=450N/mm2 भएको सामग्रीको आधारमा गणना गरिन्छ। अन्य विभिन्न सामग्रीहरू झुकाउँदा, झुकाउने दबाब तालिकामा रहेको डेटा र निम्न गुणांकहरूको उत्पादन हो;
कांस्य (नरम): ०.५; स्टेनलेस स्टील: 1.5; एल्युमिनियम (नरम): 0.5; क्रोमियम मोलिब्डेनम स्टील: 2.0।
झुकाउने दबावको लागि अनुमानित गणना सूत्र: P=650s2L/1000v
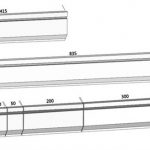
सबैभन्दा सानो झुण्डको आकार:
A. Sngle फोल्डिंग / झुकाउने:


B. झुकाउने / फोल्डिंग Z


उदाहरण २:
प्लेट मोटाई S=4mm, चौडाई L=3m, ob=450N/mm2
सामान्यतया स्लट चौडाइ V=S*8 त्यसैले P=650423/4*8=975(KN)= 99.5 (टन)
नतिजा झुकाउने बल चार्ट मा डेटा को धेरै नजिक छ।
तपाईले देख्न सक्नुहुन्छ, प्रेस ब्रेक टनेज गणना गर्नको लागि विधि # 1 हल्का स्टील सामग्रीमा आधारित छ।
यदि सामग्री स्टेनलेस स्टील, एल्युमिनियम वा पीतल हो भने के हुन्छ?
यो सरल छ, माथिको सूत्रद्वारा गणना गरिएका परिणामहरूलाई निम्न तालिकामा गुणांकहरूद्वारा गुणन गर्नुहोस्:
| सामग्री | गुणांक |
| हल्का स्टील | 1 |
| खिया नलाग्ने | 1.6 |
| एल्युमिनियम | 0.65 |
| पीतल | 0.5 |
सम्बन्धित उत्पादनहरु
 चीन प्रेस ब्रेक झुकाउने मेसिन मोल्ड
चीन प्रेस ब्रेक झुकाउने मेसिन मोल्ड- किन एक प्रेस ब्रेक झुकाउने मेसिनमा क्षतिपूर्ति प्रणाली थप्नुहोस्
- प्रेस ब्रेक झुकाउने मेसिनहरूको सामान्य मेकानिकल विफलता र मर्मतसम्भार
- प्रेस ब्रेक बेन्डिङ मेसिनको उपयुक्त डाइ कसरी छनौट गर्ने
- सीएनसी प्रेस ब्रेक झुकाउने मेसिनको कार्य सिद्धान्त र संरचना
- २०२१ मेटल ब्रेक मेसिनको अन्तिम गाइड
- CNC शीट मेटल बेन्डरको E21 प्रणाली जान्नको लागि 4 चरणहरू
- चीन 40 टन प्रेस ब्रेक
- प्रेस ब्रेक डाइज के बनाइन्छ? प्रेस ब्रेक टूलिङ के हो?
- 100t फोर-स्तम्भ हाइड्रोलिक प्रेसको सामान्य त्रुटिहरू र समस्या निवारण विधिहरू