भारी भार, चल्ने भागहरूको अपर्याप्त स्नेहन, र प्रेस ब्रेक बेन्डिङ मेसिनको जटिल कार्य वातावरणको कारण, चलिरहेको भागहरू लगाउन वा तनाव गराउन धेरै सजिलो छ। यस लेखले हाइड्रोलिक प्रेस झुकाउने मेसिनहरूको सामान्य मेकानिकल विफलता र मर्मतको विश्लेषण गर्नेछ:
दोष १. स्लाइडर गति परिवर्तन बिन्दुको लागि लामो पज समय
१-१। सिलिन्डरको माथिल्लो गुहा हावामा चुस्छ, र लामो समयसम्म दबाब बढ्छ (सेल्फ-प्राइमिङ पाइपलाइन लीक हुन्छ)।
१-२। फिलिंग भल्भ वा स्व-प्राइमिङ पाइपलाइनको प्रवाह दर सानो छ, वा स्लाइडिङ गति धेरै छिटो छ, सुई सक्शनको कारण।
१-३। भर्ने भल्भ पूर्ण रूपमा बन्द गरिएको छैन, र माथिल्लो गुहामा दबाब कम हुन्छ।
१-४। स्लो डाउन भल्भ सक्रिय भएपछि, फिलिंग भल्भ बन्द गर्नुहोस् र माथिल्लो गुहाले तेल चुस्न सक्दैन।
१-५। समानुपातिक भल्भको गलत स्थितिले विभिन्न खोल्ने र सिंक्रोनाइजेसन बाहिर निम्त्याउँछ।
१-६। परीक्षण रोकिन्छ कि भनेर हेर्न द्रुत-डाउन गति घटाउनुहोस्।
१-७। फास्ट डाउन प्रेशरको साइजले फिलिंग भल्भको बन्दमा प्रभाव पार्छ, र फास्ट डाउन प्रेसर हटाइन्छ।
१-८। काम अगाडि बढ्नु अघि ढिलाइ चरणमा दबाव मापदण्डहरू समायोजन गर्नुहोस्।
१-९। फिलिंग भल्भ कन्ट्रोल लाइनको भिजाउने प्वाल धेरै सानो छ, दबाब भिन्नता सिर्जना गर्दछ।
१-१०। CNC प्रणाली प्यारामिटरहरू (ढिलो हुनु अघि ढिलाइ)।
१-११। CNC प्रणाली प्यारामिटरहरू (लाभ प्यारामिटर एक ढिलो गतिमा घट्छ)।
१-१२। इन्धन ट्याङ्कीको तेल स्तर धेरै कम छ कि छैन जाँच गर्नुहोस्, फिलिंग पोर्ट बाढी छैन, र सिलिन्डरको माथिल्लो गुहा द्रुत-फर्वार्डिङको समयमा तरल पदार्थले भरिएको छ, अपर्याप्त फिलिंगको कारण। माथिका कारणहरूका लागि, भरिने प्वाल पूर्ण रूपमा बाढीको लागि ट्याङ्कीबाट 5mm भन्दा बढी फिलिंग पोर्ट माथि तेल थप्नुहोस्।
१-१३। फिलिंग भल्भ पूर्ण रूपमा खोलिएको छ कि छैन जाँच गर्नुहोस्। यदि यो तेल प्रदूषणको कारण हो भने, भर्ने भल्भको भल्भ कोर लचिलो र जाम भएको छैन, अपर्याप्त भरिने कारण। फिलिंग भल्भ सफा गर्न र स्पूल लचिलो बनाउन यसलाई पुन: स्थापना गर्न आवश्यक छ।
१-१४। छिटो फर्वार्ड गति धेरै छिटो छ कि छैन जाँच गर्नुहोस्, अपर्याप्त भरिने कारण। माथिका कारणहरूका लागि, प्रणाली प्यारामिटरहरू परिमार्जन गरेर छिटो अगाडिको गति घटाउन सकिन्छ।

दोष २. जब स्लाइडर काम गरिरहेको छ, तलको दिशा ठाडो र असामान्य आवाज छैन।
यस प्रकारको विफलता गाइड रेलको लामो समयको प्रयोग, गाइड रेलको असामान्य स्नेहन, र पहिरनको कारणले बढेको क्लियरेन्सको कारण हो। गाइड रेल प्रेशर प्लेटको पहिरन डिग्री जाँच गर्न र आवश्यक क्लियरेन्स पूरा गर्न यसलाई पुन: समायोजन गर्न आवश्यक छ। पहिरनको डिग्री अनुसार गाइड रेल थिच्ने प्लेटलाई प्रतिस्थापन गर्ने कि नगर्ने निर्धारण गर्नुहोस्। यदि तनाव गम्भीर छ भने, यसलाई प्रतिस्थापन गर्न आवश्यक छ।
२.१। मूल दबाव प्लेट प्लास्टिक संग टाँसिएको छ। टाँसिएको प्लास्टिकको कठोरता र गाइड रेलको टाँस्ने सतहमा ध्यान दिनुहोस्। स्क्र्याप गरेपछि, टाँस्ने सतह ८५% भन्दा माथि छ भनी सुनिश्चित गर्नुहोस् र जिग्ज्याग लुब्रिकेटिङ तेल ट्याङ्की खोल्नुहोस्।
२.२। मूल प्रेसिंग प्लेट भित्र एक धातु स्टपर छ। टिन ब्रोन्ज प्लेट वा नरम फलाम छनोट गर्न, बन्डिङ सतहलाई ग्राइन्डरद्वारा प्रशोधन गरिन्छ, जडान गर्ने बोल्ट बन्डिङ सतहभन्दा तल्लो हुन्छ, र जिग्ज्याग स्नेहन तेल नाली खोलिन्छ।
दोष 3. पछाडि गेजको आकार दुवै छेउमा असंगत छ
दुवै छेउमा त्रुटि सानो छ, 2mm भित्र। X1/X2 मेकानिकल ट्रान्समिशन संरचनामा कुनै त्रुटि छैन भनेर पुष्टि गर्न जाँच गर्नुहोस्। औंला समायोजन गरेर त्रुटि हटाउन सकिन्छ। यदि मेकानिकल प्रसारण संरचना (जस्तै बियरिङ्स, बल स्क्रू, रैखिक रेल, प्रसारण पाङ्ग्रा, प्रसारण बेल्ट, आदि) मा कुनै त्रुटि छैन भने, दोष हटाउनुहोस्। समानान्तरको सहिष्णुता भित्र पुन: समायोजन गर्नुहोस् र सिंक्रोनस ट्रान्समिशन उपकरण पुन: स्थापना गर्नुहोस्।
दोष 4. दुबै छेउमा पछाडिको गियर शाफ्टको कुनै चाल छैन
ब्याकगेज शाफ्ट ट्रान्समिसनको विफलताको कारण ट्रान्समिशन शाफ्टलाई टाइमिङ बेल्ट ह्वील, कुञ्जी पट्टी, वा टाइमिङ बेल्ट स्लिपबाट अलग गरिएको हुन सक्छ। स्टपर शाफ्ट चालक र सर्वो मोटर दोषपूर्ण छन्, र माथिल्लो कम्प्युटर नियन्त्रण प्रणाली दोषपूर्ण छ। त्यस्ता विफलताहरूले विफलताको कारण जाँच गर्न र पुष्टि गर्न, असफल घटकहरू मरम्मत वा प्रतिस्थापन गर्न र विफलता हटाउन आवश्यक छ।

दोष 5. तेल पम्पको अत्यधिक आवाज (धेरै छिटो तताउने), तेल पम्पमा क्षति
५-१। तेल पम्प सक्शन लाइन लीक हुन्छ वा तेल ट्यांक तरल स्तर धेरै कम छ, जसको कारण तेल पम्प खाली हुन्छ।
५-२। तेलको तापमान धेरै कम छ र तेलको चिपचिपापन धेरै उच्च छ, उच्च तेल अवशोषण प्रतिरोधको परिणामस्वरूप।
५-३। सक्शन पोर्ट तेल फिल्टर भरिएको छ र तेल फोहोर छ।
५-४। कुनै पनि ठोक्किएर पम्प क्षतिग्रस्त हुन्छ (पम्प स्थापना हुँदा घाइते हुन्छ)।
५-५। युग्मन स्थापना समस्याहरू, जस्तै अत्यधिक अक्षीय कसाइ, मोटर शाफ्ट, र तेल पम्प शाफ्ट केन्द्रित छैनन्।
५-६। पम्प स्थापना भएपछि, यो लामो समयको लागि उल्टो हुन्छ वा परीक्षण मेसिनको समयमा इन्धन गर्दैन।
५-७। आउटलेट उच्च-दबाव तेल फिल्टर अवरुद्ध छ वा प्रवाह दर मानक सम्म छैन।
५-८। तेल पम्प चुस्छ (त्यहाँ तेल छ, तर तेल पम्प सक्शन पोर्टमा हावा छ)।
५-९। यदि यो प्लन्जर पम्प हो भने, तेल फिर्ता पोर्ट लाइनको उचाइ धेरै कम सेट हुन सक्छ।
५-१०। यदि यो HOEBIGER तेल पम्प हो भने, यो डिफ्लेट हुन सक्छ।
५-११। तेलको तापक्रम धेरै उच्च छ, जसले गर्दा चिपचिपापन कम हुन्छ (६० डिग्री सेल्सियस भित्र)।
५-१२। हाइड्रोलिक तेलले पानी समावेश गर्दछ, जसले अवरोध र उच्च-दबाव फिल्टर तत्वलाई क्षति पुर्याउन सक्छ।

गल्ती 6. स्लाइडरको आन्दोलनलाई ढिलो नगर्नुहोस्
६-१। विद्युत चुम्बकीय समानुपातिक दिशात्मक भल्भमा विद्युतीय संकेत छ वा स्पूलमा कुनै कार्य छ वा अड्किएको छ।
६-२। प्रणालीले दबाब सिर्जना गर्न सक्दैन।
६-३। फिलिंग भल्भ अड्किएको छ, वा फिलिंग भल्भ सील गर्ने रिंग लीक हुन्छ।
६-४। ढिलो भल्भमा विद्युतीय संकेत छ वा अड्किएको छ।
६-५। पछाडिको दबाब धेरै उच्च छ वा ढिलो दबाब धेरै कम छ।

दोष 7. जब स्लाइडर बिस्तारै चल्छ, यो कम्पन, स्विंग, र आवाज निकाल्छ
७-१। सिलिन्डरबाट निकालिएको दबाबको तेलमा हावाका बुलबुलेहरू हुन्छन्।
७-२। स्लाईड रेलको घर्षण बल धेरै ठूलो छ, चाहे त्यहाँ स्नेहन तेल छ।
७-३। गाइड प्लेटको फिटिंग सतह बीचको अन्तर ठूलो छ, वा माथि र तल असमान छन्।
७-४। र्याक र वर्कबेन्चको स्तर ठीकसँग समायोजन गरिएको छैन।
७-५। ब्यालेन्स भल्भ अवरुद्ध छ।
७-६। द्रुत-रिलीज भल्भ सक्रिय र खोलिएको छ कि छैन जाँच गर्नुहोस्।
७-७। संख्यात्मक नियन्त्रण प्रणाली प्यारामिटर (लाभ), वा काम फिड गति सेटिङ धेरै ठूलो छ।
७-८। ब्याकप्रेसर भल्भ ढीलो छ र दुबै छेउमा प्रतिरोध फरक छ।
७-९। सोलेनोइड समानुपातिक भल्भ कुण्डल पक्षपाती छ कि छैन र समानुपातिक भल्भको तटस्थ स्थिति संकेत सही छ कि छैन।
७-१०। समानुपातिक सर्वो भल्भको संकेत गडबड भएको छ कि छैन, निरीक्षण विधि माथिको जस्तै हो।
७-११। पिस्टन रडलाई तेल सिलिन्डर सील रिंगले कडा रूपमा लक गरिएको छ, र प्रतिरोध ठूलो छ (PTFE कडा सील रिंग परीक्षण परिवर्तन गर्नुहोस्)।
७-१२। ग्रेटिङ् रुलरमा गोलाकार धुने यन्त्र स्थापना गरिएको छैन, स्लाइडिङ सिट सहज रूपमा चल्दैन, र ग्रेटिंग रुलर सञ्चार लाइनमा समस्या छ।
७-१३। दबाव वक्र गलत छ, दबाब काम समयमा पर्याप्त छैन।
७-१४। फिलिंग भल्भको प्रेशर सील ओ-रिंगले थोरै मात्रामा चुहावट उत्पादन गर्दछ।

दोष 8. ढिलो हुँदा ठूलो सिङ्क्रोनाइजेसन विचलन
८-१। सिंक्रोनस पत्ता लगाउने प्रणाली विफलता (ग्रेटिंग स्केल)।
८-२। समानुपातिक दिशात्मक वाल्व।
८-३। द्रुत तल्लो वाल्व को चुहावट।
८-४। दुबै पक्षमा पछाडिको दबाबमा ठूलो अन्तर।
८-५। तेलको तापमान धेरै कम छ।
८-६। सिलिन्डरको माथिल्लो र तल्लो चेम्बरहरूमा तेलको तार।
८-७। सीएनसी प्रणाली मापदण्डहरू।


दोष 9. झुकाउने कोण त्रुटि
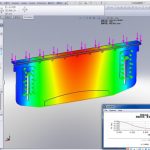
९-१। क्षतिपूर्ति सिलिन्डरको क्षतिपूर्ति विक्षेपन ठूलो छ र शून्य स्थिति पूर्ण रूपमा पुनर्स्थापित गर्न सकिँदैन भनेर जाँच गर्नुहोस्।
९-२। द्रुत-क्लम्प ढीलो छ कि छैन जाँच गर्नुहोस्।
९-३। प्रत्येक झुकाउने तलको मृत बिन्दुमा कुनै परिवर्तन छ कि छैन जाँच गर्नुहोस्।
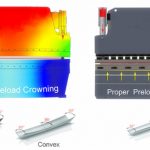
९-४। धनु-आकारको प्लेट ठीकसँग स्थापित छ कि छैन र पेंचको प्वाल मरेको छ कि छैन जाँच गर्नुहोस्।
९-५। पानामा परिवर्तनहरू (मोटाई, सामग्री, तनाव)।
९-६। के ग्रेटिंग शासक ढीलो छ?
९-७। गलत स्थिति सटीकता: समानुपातिक भल्भको शून्य अफसेट मान उपयुक्त छ? स्थिति तल डेड सेन्टरमा पुग्न सक्दैन, यसलाई फर्काउन असम्भव बनाउँदै।

दोष 10. हाइड्रोलिक लाइनहरूमा तेल चुहावट वा ट्युबिंग फुट्नु
१०-१। तेलको पाइप स्थापनाले आवश्यकताहरू पूरा गर्दछ कि छैन जाँच गर्नुहोस् (विस्तारित लम्बाइ, पाइप व्यास, पर्खाल मोटाई, फेरुल, नट धेरै टाइट छ, धेरै ढीलो छ, झुकेको त्रिज्या, आदि)।
१०-२। ट्युबिङमा प्रभाव वा कम्पन छ कि छैन।
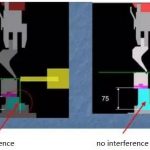
१०-३। पाइपलाइनले हस्तक्षेप गर्छ वा अर्कोसँग टक्कर गर्छ कि भनेर जाँच गर्नुहोस्।
१०-४। पाइपलाइन पाइप क्ल्याम्पद्वारा निश्चित गरिएको छैन।
दोष 11. हाइड्रोलिक प्रणाली स्थापना र मर्मतसम्भारको समयमा सावधानीहरू
११-१। पेन्टले सिल गरिएको भल्भहरू आफैंबाट छुट्याइने छैन, समायोजन गर्न छोड्नुहोस्।
११-२। भल्भले सफा गरेपछि सामान्य रूपमा काम गर्दछ, यसलाई नयाँ तेलले प्रतिस्थापन गर्नुपर्छ र तुरुन्तै तेल ट्याङ्की सफा गर्नुपर्छ।
११-३। तेल पम्प स्थापनाको समयमा कुनै पनि दस्तक वा प्रभावहरूको अधीनमा हुनु हुँदैन, र तेल पम्प परीक्षण गर्नु अघि इन्धन भर्नु पर्छ।
११-४। प्रत्येक भल्भ स्थापना गर्दा, केवल यसको भल्भ शरीर ढुवानी गर्न सकिन्छ, र कुनै सोलेनोइड भल्भ छुनु हुँदैन।
सम्बन्धित उत्पादनहरु
 किन एक प्रेस ब्रेक झुकाउने मेसिनमा क्षतिपूर्ति प्रणाली थप्नुहोस्
किन एक प्रेस ब्रेक झुकाउने मेसिनमा क्षतिपूर्ति प्रणाली थप्नुहोस्- गिलोटिन कपाल काट्ने मेसिन कसरी सञ्चालन गर्ने
- लेजर एन्टिफ्रिज बारे 6 सुझावहरू
- 100t फोर-स्तम्भ हाइड्रोलिक प्रेसको सामान्य त्रुटिहरू र समस्या निवारण विधिहरू
- हाइड्रोलिक प्रेस ब्रेक को कति प्रकारका
- सीएनसी प्रेस ब्रेक झुकाउने मेसिनको कार्य सिद्धान्त र संरचना
- चार-स्तम्भ हाइड्रोलिक प्रेसको लागि सामान्य त्रुटिहरू र समस्या निवारण विधि
- हाइड्रोलिक पावर प्रेस मेसिनको सुरक्षित सञ्चालन नियम
- सीएनसी शीट मेटल बेन्डरको लागि विक्षेपण क्षतिपूर्ति कसरी बनाउने
- प्रेस ब्रेक डाइज के बनाइन्छ? प्रेस ब्रेक टूलिङ के हो?