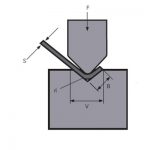
प्रेस ब्रेक झुकाउने मेसिनले मुख्यतया प्लेटको सीधा-लाइन झुकाउने कार्य गर्दछ। साधारण मोल्डहरू र प्रक्रिया उपकरणहरू प्रयोग गरेर, धातुको पानालाई निश्चित ज्यामितीय आकारमा थिच्न सकिन्छ, र यसलाई स्ट्रेचिङ, पंचिंग, पंचिङ, र कोरुगेशन थिचेर पनि प्रशोधन गर्न सकिन्छ। वास्तविक उत्पादनमा, सीएनसी प्रेस ब्रेक मेसिन मुख्यतया धातु बक्स, बक्स शेल, यू-आकार बीम, र आयत को विभिन्न ज्यामितीय आकार को झुकाव को महसुस गर्न को लागी प्रयोग गरिन्छ। यसको प्रशोधनमा उच्च झुकाउने सीधापन, दाँतको दाग छैन, पिलिङ्ग हुँदैन, चाउरी पर्दैन, आदि फाइदाहरू छन्।
सीएनसी झुकाउने मेसिन निर्माण प्रविधिको निरन्तर विकासको साथ, यसको फाइदाहरू जस्तै उच्च स्थिति सटीकता, सुविधा, शून्य-गतिविधि अवरोध क्षतिपूर्ति, र प्रशोधित उत्पादनहरूको राम्रो स्थिरता धेरै पाना धातु निर्माण कम्पनीहरूले बढ्दो रूपमा मन पराएको छ। यद्यपि, सीमित इच्छाहरूका साथ, कसरी झुकाउने मेसिनको राम्रो प्रयोग गर्ने र यसको प्रकार्य र फाइदाहरूलाई पूर्ण रूपमा खेल्ने भन्ने समस्या बनेको छ जसमा सीएनसी प्रेस ब्रेक बेन्डिंग मेसिन प्रयोग गर्ने निर्माताहरूले ध्यान दिनु पर्छ र तत्काल समाधान गर्न आवश्यक छ। लामो अवधिको निर्माण र प्रयोग प्रक्रियामा, Zhongrui ले बेन्डिङ मेसिनको कार्यलाई प्रभावकारी रूपमा विस्तार गरेको छ र सहायक टूलिङ, अवस्थित मोल्डहरूको रूपान्तरण, र साइटको लचिलो प्रयोगको माध्यमबाट अनुभव संकलन गरेको छ। यो लेखले Zhongrui को CNC प्रेस ब्रेक मेसिन DA66T लाई उदाहरणको रूपमा लिन्छ र विस्तारमा प्रयोग हुने सीपहरूको परिचय दिन्छ।
सहायक उपकरण थप्नुहोस्
यदि तपाइँ प्रेस ब्रेक मेसिन उपकरण लचिलो र प्रयोग गर्न सजिलो बनाउन चाहनुहुन्छ भने, सहायक उपकरण थप्न आवश्यक छ। सहायक टूलिङ्गको वृद्धिले सीएनसी झुकाउने मेसिन उपकरणको प्रशोधन दायरा मात्र विस्तार गर्न सक्दैन तर प्रशोधन दक्षता पनि सुधार गर्न सक्छ।
१) ट्रान्जिसन प्लेट (द्रुत मोल्डको लागि सहयोगी मध्य प्लेट)
झुकाउने मेसिनको खोल्ने उचाइले माथिल्लो र तल्लो कार्य तालिकाहरू बीचको दूरीलाई जनाउँछ। CNC झुकाउने मेसिन DA66T सँग ठूलो खोल्ने उचाइ भएकोले, प्रशोधन दायरा विस्तार गर्न ठूलो ओपनिङ प्रयोग गर्ने विचार गर्नुहोस्। चित्र १ मा देखाइए अनुसार, मूल ट्रान्जिसन प्लेटमा अर्को ट्रान्जिसन प्लेट थप्दा भागको साइड बेन्डिङ उचाइ (८५ मिमी सम्म) बढाउन सकिन्छ, जसले गर्दा उच्च छेउको झुकेका किनारहरूसहित गहिरो प्रशोधन गर्न सकिन्छ। सेल्फ-मेड ट्रान्जिसन बोर्डले ट्रान्जिसन बोर्डको चौडाइलाई तपाईंको आफ्नै सामान्य भागहरू अनुसार अनुकूलित गर्न सक्छ, र यो दुबै छेउमा उच्च झुकाउने किनारहरू भएका साना चौडाइका भागहरू प्रशोधन गर्नको लागि सबैभन्दा उपयुक्त छ।

2) अगाडि प्यानल को कुना
चित्र २ मा देखाइए अनुसार, मेसिनको अगाडि एउटा कुनाले सुसज्जित छ, जसले साना भागहरू राख्न सक्छ र भागहरू लिनको लागि समय कम गर्न सक्छ। एकै समयमा, सानो workpieces को प्रक्रिया र संग्रह को सुविधा को लागी एक सानो worktable स्थापित छ।

मोल्डको पूर्ण उपयोग गर्नुहोस्
CNC प्रेस ब्रेक झुकाउने मेसिनको प्रयोग मुख्यतया माथिल्लो र तल्लो मोल्डहरूमा निर्भर गर्दछ। यदि मोल्डहरूको संख्या सानो छ र अनुप्रयोग लचिलो छैन भने, मेसिन उपकरणको प्रशोधन दायरा धेरै प्रतिबन्धित हुनेछ। तसर्थ, निश्चित अवस्थाहरूमा, अनुकूलित संयोजन र आंशिक रूपान्तरण मार्फत अवस्थित मोल्डको कार्यलाई कसरी अधिकतम बनाउने भन्ने समस्या प्रत्येक मेसिन उपकरण प्रयोगकर्ताले सोच्नै पर्छ। निम्न विस्तार प्रकार्य हो जुन हामीले CNC झुकाउने मेसिन परिचयको मोल्ड परिवर्तन गरेर प्रयोगमा प्रयोग गर्छौं।
1) माथिल्लो डाई ग्राइंडिङ टिप R
जब माथिल्लो डाई लामो समयको लागि प्रयोग गरिन्छ, यसको टिप पहिरन अनियमित रूपमा परिवर्तन हुनेछ। मोल्डको उचाइ परिवर्तन र झुकाउने शुद्धताको ग्यारेन्टी हुन सक्दैन। ग्राइन्ड गरेर, टिप R लाई ठीक गरेर, र ठूलो V-आकारको नालीसँग मिलाएर, बाक्लो प्लेटहरू फोल्ड गर्न सकिन्छ। यसले मोल्डको सेवा जीवनलाई लम्ब्याउँछ।
२) लेभलिङ हासिल गर्न स्क्र्याप मोल्डहरू परिवर्तन गर्नुहोस्
कम्पोजिट बेन्डिङ डाइको अभावमा, डेड एजलाई कसरी थिच्ने भन्ने समस्या समाधान गर्ने एउटा उदाहरण हो। मृत किनारा एक झुकेको आकार हो जसमा दुई तहहरू एकअर्कालाई ओभरल्याप गर्छन्, र सामान्यतया सुदृढीकरणको लागि प्रयोग गरिन्छ। सामान्यतया, 2 मिमी भन्दा माथिको बोर्डमा लगभग कुनै प्रेस मृत किनाराहरू छैनन्। मृत किनारा थिच्नुहोस् एक कम्पाउन्ड झुकाउने मर द्वारा गठन गर्न आवश्यक छ, र यसलाई गठन गर्न दुई भन्दा बढी प्रक्रियाहरूमा विभाजित हुनुपर्छ।
सामान्यतया प्रयोग गरिने विधि भनेको कम्पाउन्ड बेन्डिङ डाइ प्रयोग गर्नु हो, जस्तै चित्र ३ मा देखाइएको छ। पहिलो चरणमा, सामग्रीलाई ३०° मा फोल्ड गरिएको छ, र दोस्रो चरणमा, ३०° बेन्ड कोणलाई अगाडिको छेउमा राखिएको छ। कम्पाउन्ड मोल्ड, र सामग्री एक मृत किनारा मा जोडिएको छ। तर हामीसँग कम्पोजिट बेन्डिङ डाइ छैन, केवल ३०° एक्युट एङ्गल बेन्डिङ डाइ। अवस्थित मोल्डको साथ कम्पोजिट झुकाउने डाईको पहिलो चरण पूरा गर्नुहोस्, र दोस्रो चरणले मात्र अर्को विधि फेला पार्न सक्छ। दोस्रो चरणमा, माथिल्लो र तल्लो मोल्डहरू दुवै समतल छन्। विश्लेषण पछि, अवस्थित डबल वी-ग्रुभ तल्लो मोल्डको बीचको भागलाई विमान भागको रूपमा प्रयोग गर्न सकिन्छ, र माथिल्लो मोल्डले विमान खोजिरहेको छ। अवस्थित स्क्र्याप गरिएको माथिल्लो मोल्डलाई बाहिर निकाल्नुहोस् र चक्कुको किनारलाई समतल शैलीमा पीस्नुहोस्, यसरी डेड एज प्रेसको गठन समस्या समाधान गर्नुहोस्।

परिमार्जित मोल्डहरूको यो सेट प्रयोग गरेर पनि सपाट गर्न सकिन्छ। वास्तविक प्रशोधनमा, मेसिन उपकरण अपरेटरहरूले कहिलेकाहीं गल्तीहरू गर्छन्, झुकेका किनाराहरू वा झुकाउने आयामहरू जुन बराबर छैनन्। यदि भागको सतह आवश्यकताहरू उच्च छैनन् भने, यो भाग स्क्र्याप गर्न को लागी दुखको कुरा हो, केवल झुकिएको किनारा समतल ढकढक गर्न। नकआउट धेरै श्रमसाध्य छ, तर माथिको मोल्ड संयोजन प्रयोग गरेर यसलाई सजिलै स्तर गर्न सकिन्छ। भागहरू सजिलैसँग हातले माथिल्लो र तल्लो मोल्डहरूमा थिच्न सकिन्छ, र त्यसपछि भागहरू सीएनसी झुकाउने मेसिनद्वारा समतल हुन्छन्।
सञ्चालन समयमा कौशल
1) बेन्डिङ डाइज र प्रशोधन सामग्रीको प्लेसमेन्ट
योजना व्यवस्थित गर्दा, निम्न कारकहरू विचार गर्नुपर्छ:
a एउटै मोटाईको सामग्रीहरू सँगै मिलाउनुहोस्;
b एउटै मोडेलको मोल्डहरू सँगै मिलाउनुहोस्;
ग समान आकारको मोल्डहरू सँगै मिलाइएको छ।
यसले मोल्ड प्रतिस्थापनको समय र आवृत्ति कम गर्न सक्छ।
2) साँघुरो र साना भागहरूको दायाँ-कोण स्थिति
जब झुकाउने भाग साँघुरो र लामो छ, यो पत्ता लगाउन सजिलो छैन। प्रशोधनको समयमा, यो अक्सर हुन्छ कि पोस्ट-निर्णय स्थिति, र झुकाव भाग झुकाव गर्न सजिलो छ। तसर्थ, चित्र 4 मा प्रयोग गरिएको विधि प्रयोग गरेर, मोल्डलाई सही कोण सुनिश्चित गर्न तल्लो मोल्डमा टाँसिएको छ। यसरी झुक्दा, भाग झुकाउन सजिलो छैन।

3) त्रिकोणीय भागहरु को झुकाव
जब झुकाउने भागहरू झुकेका हुन्छन्, तीव्र-कोण भागहरू पछाडिको नियमको नजिक हुन सजिलो हुँदैन। सामान्यतया, जब सानो आयाम L ≤10 मिमी तुरुन्तै पछाडि नियम, स्थिति उपकरण विचार गर्नुपर्छ। वास्तविक काममा, डिजाइन र प्रक्रियालाई बेवास्ता गर्न सजिलो हुन्छ, र त्यस्ता समस्याहरू अक्सर देखा पर्छन्। प्रशोधन गर्दा, भागको आकार अनुसार, यो निर्धारण गरिन्छ कि एकल टुक्रा झुकाउने डाईसँग पङ्क्तिबद्ध छ र डबल टुक्रा ब्याकिङसँग पङ्क्तिबद्ध छ।
4) पातलो प्लेट R थप्नुहोस्
ग्राहकहरूको विभिन्न आवश्यकताहरूको कारण, झुकिएको किनारामा आवश्यक R मान पनि फरक छ। प्रशोधनको प्रक्रियामा, उच्च आयामी शुद्धता आवश्यक नपर्ने भागहरूको लागि, R मान बढाउन ब्याकिङ प्लेट प्रयोग गर्नुहोस् ताकि आवश्यक R मान झुकाएर प्राप्त गर्न सकिन्छ। डिजाइन आवश्यकताहरू अनुसार, R ले प्लेट मोटाई चयन गर्न र यसलाई चित्र 5 मा देखाइएको आकारमा फोल्ड गर्न V र भित्री R बीचको सम्बन्धलाई जनाउँछ। प्रयोगमा हुँदा, माथिल्लो मोल्ड क्ल्याम्प गर्न क्ल्याम्प प्रयोग गर्नुहोस्। यो विधि प्रयोग गर्न सजिलो छ र धेरै तहहरूमा प्रयोग गर्न सकिन्छ।

5) एकल भाग र धेरै मोल्ड सेटिङहरू
Zhongrui ले प्रदर्शनको रूपमा 2 हाइड्रोलिक सिलिन्डरहरू सहित DA66T CNC झुकाउने मेसिन प्रयोग गर्यो। चित्र 6 मा देखाइएको बहु-मोल्ड सेटअप प्रयास गर्नुहोस्, त्यो हो, एउटै मोडेलको माथिल्लो र तल्लो मोल्डहरू एकै पटक खण्डहरूमा स्थापित हुन्छन्, जसले सम्पूर्ण भागको धेरै झुण्डहरूको प्रशोधन पूरा गर्न सक्छ, मोल्ड स्थापनाको समय घटाउँदै। र भागहरु को दोहोर्याइएको ह्यान्डलिङ। हाल बजारमा समान उचाइ झुकाउने अपर डाइ देखा परेको छ। माथिल्लो मोल्डको उचाइ सबै समान छ, र विभिन्न आकारका मोल्डहरू पनि एउटै टेबलमा प्रयोग गर्न सकिन्छ। यस तरिकामा, विभिन्न मोल्डहरूको सेगमेन्टल झुकाउने प्रदर्शन गर्न सम्भव छ।

6) विशिष्ट भागहरूको कार्यक्रम रेकर्ड
सामान्य भागहरू प्रशोधन गरिसकेपछि, प्रशोधन प्यारामिटरहरू समयमै रेकर्ड गरिनु पर्छ, र कार्यक्रमलाई झुकाउने मेसिनको भण्डारण क्षेत्रमा भाग रेखाचित्र नम्बरको साथ भण्डारण गरिनु पर्छ, ताकि यसलाई भविष्यमा पुन: प्रयोग गर्न सकिन्छ, धेरै श्रृंखला घटाउँदै। झुक्नु अघि तयारीहरू। तपाईंले तालिका पनि बनाउन सक्नुहुन्छ, जसमा भागको नाम, रेखाचित्र नम्बर, ग्राफिक्स, सामग्री, र झुकाउने प्यारामिटरहरू समावेश छन्। तालिका स्टिल प्लेटहरू, एल्युमिनियम प्लेटहरू, र स्टेनलेस स्टील प्लेटहरूमा विभाजित छ। प्रत्येक प्रकार सामाग्री को मोटाई द्वारा प्रतिष्ठित छ। सामान्य भागहरू फेला पार्न लाग्ने समय घटाइनेछ। यदि प्रक्रिया कार्डसँग जोडिएको छ भने, यो एक धेरै पूर्ण प्रशोधन निर्देशन हो। थोरै अनुभव भएका नयाँ कर्मचारीहरूले पनि भागहरू प्रशोधन गर्न प्रम्प्टहरू पालना गर्न सक्छन्।
7) मोल्ड लम्बाइ खण्डहरूमा मोड्न पर्याप्त छैन
अन-साइट प्रशोधनमा, यो अक्सर हुन्छ कि मोल्डको लम्बाइ झुकाउने किनारा भन्दा सानो हुन्छ। किनभने धेरै विशेष मोल्डहरू निश्चित उत्पादनहरूको प्रयोगको आधारमा निर्धारण गरिन्छ, मोल्डको लम्बाइ झुकाउने किनारा भन्दा कम हुँदा विभाजित झुकाउने विधि प्रयोग गरिन्छ। जहाँ मोल्डको लम्बाइ झुकिएको किनाराको नजिक छ, झुकिएको किनाराको लम्बवत किनारालाई च्यात्नुहोस्, र त्यसपछि झुकिएको किनारलाई खण्डहरूमा आवश्यक आकारमा तह गर्नुहोस्। चित्र 7a झुकेको भागको बायाँ आधा हो, र चित्र 7b झुकेको भागको दायाँ आधा हो।

8) स्थितिमा ब्याक गेजमा स्टड प्रयोग गर्दै
जब झुकेको भागको आकार ठूलो हुन्छ र स्थितिमा ब्याक गेज प्रयोग गर्दछ, भागहरू प्राय: आफ्नै वजनको कारणले डुब्न्छन्, हातले समात्ने भाग छोटो हुन्छ, र अपरेटरलाई workpiece समात्न सजिलो हुँदैन। पार्ट्सको स्तर सुनिश्चित गर्नको लागि, एक अपरेटरलाई हातले स्तर राज्यमा भागहरू समात्न पछाडिको नियममा व्यवस्थित हुनुपर्छ। त्यसकारण, त्यस्ता भागहरू प्रशोधन गर्दा, 2 अपरेटरहरू व्यवस्थित हुनुपर्छ। काममा, यो फेला पर्यो कि पछाडि गेज एक निश्चित साइजमा कम गर्न सकिन्छ, र ब्याक गेजमा स्टडहरू स्थिति निर्धारणको लागि प्रयोग गरिन्छ, र भागहरू पछाडि गेजमा तेर्सो रूपमा राखिएको हुन्छ। यसले अपरेटरहरूको संख्या मात्र घटाउँदैन, तर प्रभावकारी रूपमा मेसिनिङ शुद्धताको ग्यारेन्टी पनि गर्छ।
9) गहिरो बन्द आकार झुकाउने
वास्तविक प्रशोधनमा, गहिरो बन्द आकार झुकाउने प्रशोधन लचिलो रूपमा प्रयोग गर्न सकिन्छ। बन्द प्रकारको गहिरो झुकाउने डाईको अनुपस्थितिमा, चित्र 7 मा देखाइए अनुसार भागहरू झुकाउँदा, चित्र 8 मा देखाइएको क्ल्याम्पिङ अवस्था अपनाइन्छ। ट्रान्जिसन बोर्डलाई अलग गर्नुहोस्, दूरी भागको चौडाइ भन्दा थोरै ठूलो छ, र साइज उचित रूपमा आवंटित गरिएको छ, र दुई भागहरू एक पटकमा झुकाउन सकिन्छ।

माथि प्रस्तुत गरिएका प्रशोधन विधि र प्रविधिहरूले उत्पादनहरूमा ठूलो संख्यामा समान भागहरूको प्रशोधन समस्याहरू समाधान गर्न सक्छ, र बहुविध किस्महरू, साना ब्याचहरू र छोटो उत्पादन चक्रहरू भएका उत्पादनहरूको विकासको लागि धेरै उपयुक्त छन्। यी विधिहरू मार्फत, उपकरणको लागतको खर्च मात्र बचत गर्न सकिँदैन, तर उत्पादन र प्रशोधन चक्र पनि छोटो बनाउन सकिन्छ, उत्पादन लागत कम हुन्छ, र उत्पादन गुणस्तर सुधार हुन्छ। यी प्रशोधन विधिहरू र प्रयोग सीपहरू पनि समान संरचनाहरूसँग CNC प्रेस ब्रेक झुकाउने मेसिनहरूमा लागू गर्न र प्रचार गर्न सकिन्छ।
सम्बन्धित उत्पादनहरु
 हाइड्रोलिक प्रेस ब्रेक मेसिनको टनेज कसरी छनौट गर्ने
हाइड्रोलिक प्रेस ब्रेक मेसिनको टनेज कसरी छनौट गर्ने- WILA मध्यम र बाक्लो प्लेटहरू झुकाउने कुशल समाधान
- प्रेस ब्रेक बेन्डिङ मेसिनको उपयुक्त डाइ कसरी छनौट गर्ने
- परम्परागत झुकाउने अनुक्रम र झुकाउने मेसिन मोल्डको दैनिक प्रयोग विशिष्टता
- किन एक प्रेस ब्रेक झुकाउने मेसिनमा क्षतिपूर्ति प्रणाली थप्नुहोस्
- सीएनसी प्रेस ब्रेक झुकाउने मेसिनको कार्य सिद्धान्त र संरचना
- चीन प्रेस ब्रेक झुकाउने मेसिन मोल्ड
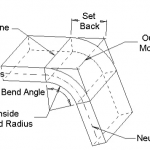
- तपाईको प्रेस ब्रेकको लागि बेन्ड भत्ता कसरी गणना गर्ने
- प्रेस ब्रेक क्राउनिंग के हो
- २०२१ मेटल ब्रेक मेसिनको अन्तिम गाइड