परम्परागत झुकाव अनुक्रम
1. छोटो पक्ष पहिले र लामो पक्ष पहिले: सामान्यतया भन्नुपर्दा, जब सबै चार पक्षहरू झुकेका हुन्छन्, छोटो पक्षलाई पहिले फोल्ड गर्न र त्यसपछि लामो पक्षलाई वर्कपीसको प्रशोधन र बेन्डिङ मोल्डको एसेम्बलीको लागि फाइदाजनक हुन्छ।
2. परिधीय पहिले र त्यसपछि मध्य: सामान्य परिस्थितिहरूमा, यो सामान्यतया workpiece को परिधि देखि सुरु हुन्छ र workpiece को केन्द्र तिर तह।
3. पहिले आंशिक, त्यसपछि पूरै: यदि वर्कपीस भित्र वा बाहिर केहि संरचनाहरू छन् जुन अन्य झुकाउने संरचनाहरू भन्दा फरक छन् भने, सामान्यतया यी संरचनाहरू पहिले झुकेका हुन्छन् र त्यसपछि अन्य भागहरू।
4. हस्तक्षेप अवस्थालाई विचार गर्नुहोस् र झुकाउने अनुक्रमलाई उचित रूपमा व्यवस्थित गर्नुहोस्: झुकाउने अनुक्रम स्थिर छैन, र प्रशोधन अनुक्रमलाई वर्कपीसमा झुकाउने आकार वा अवरोधहरू अनुसार उपयुक्त रूपमा समायोजन गरिनुपर्छ।

झुकाउने मेसिन मोल्डको दैनिक प्रयोग विनिर्देश
1. प्रेस ब्रेक बेन्डिङ मेसिनको पावर अन गर्नुहोस्, कुञ्जी स्विच घुमाउनुहोस्, सुरु गर्न तेल पम्प थिच्नुहोस्, बेन्डिङ मेसिनको तेल पम्प घुम्न थाल्छ, र मेसिनले अझै काम गर्न सुरु गरेको छैन।
2. स्ट्रोक समायोजनलाई ट्रायल रन चाहिन्छ जब झुकाउने मेसिन मोल्ड आधिकारिक रूपमा सुरु हुन्छ। जब झुकाउने मेसिनको माथिल्लो डाई तल झर्छ, त्यहाँ प्लेट मोटाईको अन्तर हुनुपर्छ। अन्यथा यसले मोल्ड र मेसिनलाई क्षति पुर्याउँछ। स्ट्रोक समायोजनमा विद्युतीय द्रुत समायोजन र म्यानुअल ठीक समायोजन पनि छ।
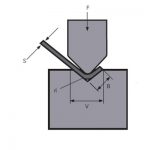
3. झुकाउने मेसिन मोल्डको खाचको चयनको लागि, प्लेट मोटाईको 8 गुणा चौडाइको खाच सामान्यतया चयन गरिन्छ। यदि तपाइँ 4mm पाना झुकाउनुहुन्छ भने, तपाइँ लगभग 32 को एक स्लट चयन गर्न आवश्यक छ।

4. झुकाउने मेसिनको माथिल्लो र तल्लो मोल्डहरूको ओभरल्याप र दृढता जाँच गर्नुहोस्; जाँच गर्नुहोस् कि स्थिति उपकरणहरूले प्रक्रियाको आवश्यकताहरू पूरा गर्दछ। माथिल्लो र तल्लो मोल्डहरूको ओभरल्याप बारम्बार जाँच गर्नुहोस्; दबाव गेजका निर्देशनहरू नियमहरू पूरा गर्छन् कि गर्दैनन्।
5. पाना झुकेको बेला, पाना उठाउन र झुक्दा अपरेटरलाई चोट पुर्याउनबाट रोक्नको लागि यसलाई कम्प्याक्ट गरिएको हुनुपर्छ।
6. पाना मेटल डाइ समायोजन गर्दा बिजुली आपूर्ति काटिएको हुनुपर्छ, र सञ्चालन बन्द गर्नुपर्छ।
7. चर झुकाउने मेसिनको तल्लो डाईको उद्घाटन परिवर्तन गर्दा, कुनै पनि सामग्रीलाई तल्लो डाईलाई सम्पर्क गर्न अनुमति छैन।
8. मेशिन उपकरणलाई नोक्सान हुनबाट जोगाउन धेरै बाक्लो फलामका प्लेटहरू वा कडा स्टिल प्लेटहरू, उच्च-ग्रेड मिश्र धातुहरू, स्क्वायर स्टिलहरू, र शीट मेटल बेन्डिङ मेसिनको कार्यसम्पादन भन्दा बढी हुने पानाहरू झुकाउन बेन्डिङ मेसिन प्रयोग गर्न निषेध गरिएको छ। ।
9. झुकाउने मेसिन बन्द गर्नुहोस्, र काठको ब्लकहरूमा माथिल्लो स्लाइड प्लेटलाई तल राख्नको लागि दुबै छेउमा सिलिन्डरहरू मुनि तल्लो मोल्डहरूमा काठको ब्लकहरू राख्नुहोस्। पहिले नियन्त्रण प्रणाली कार्यक्रम बाहिर निस्कनुहोस्, त्यसपछि बिजुली आपूर्ति काट्नुहोस्।

सम्बन्धित उत्पादनहरु
 हाइड्रोलिक पावर प्रेस मेसिनको सुरक्षित सञ्चालन नियम
हाइड्रोलिक पावर प्रेस मेसिनको सुरक्षित सञ्चालन नियम- प्रेस ब्रेक बेन्डिङ मेसिनको उपयुक्त डाइ कसरी छनौट गर्ने
- सीएनसी झुकाउने मेसिनको सीपहरू प्रयोग गर्नुहोस्
- WILA मध्यम र बाक्लो प्लेटहरू झुकाउने कुशल समाधान
- हाइड्रोलिक प्रेस ब्रेक मेसिनको टनेज कसरी छनौट गर्ने
- चार-स्तम्भ हाइड्रोलिक प्रेसको लागि सामान्य त्रुटिहरू र समस्या निवारण विधि
- हाइड्रोलिक सियरिङ मेसिन र तेल सर्किट प्रणाली को रखरखाव को सामान्य विफलता को मरम्मत
- किन एक प्रेस ब्रेक झुकाउने मेसिनमा क्षतिपूर्ति प्रणाली थप्नुहोस्
- प्रेस ब्रेक क्राउनिंग के हो
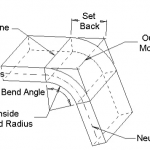
- तपाईको प्रेस ब्रेकको लागि बेन्ड भत्ता कसरी गणना गर्ने