हालका वर्षहरूमा, धातु ब्रेक झुकाउने मिसिनहरू विभिन्न उद्योगहरूमा व्यापक रूपमा प्रयोग गरिएको छ, र झुकाउने मिसिनहरूको प्रशोधन दायरा विस्तार भइरहेको छ। तर, झुकाउने बलको गणनामा व्यवस्थित छलफल भएको छैन। वर्तमानमा, विभिन्न प्रेस ब्रेक झुकाउने मेसिन निर्माताहरूको म्यानुअलहरूमा सिफारिस गरिएका लगभग दुई प्रकारका झुकाउने बल गणना सूत्रहरू छन्।
![]()
पी - झुकने बल, केएन;
एस - पाना मोटाई, मिमी;
l - पानाको झुकाउने लम्बाइ, m;
V - तल्लो डाई खोल्ने चौडाइ, मिमी;
σb - सामग्री तन्य शक्ति, MPa।
निर्माता द्वारा सिफारिस गरिएको झुकाउने बल प्यारामिटर तालिका पनि माथिको सूत्र अनुसार गणना गरिन्छ।
झुकाउने बल गणना सूत्रको व्युत्पन्न प्रक्रिया र आवेदन दायरा
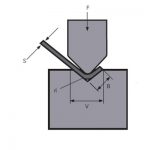
चित्र १ पाना झुकाउने क्रममा कामको योजनाबद्ध रेखाचित्र हो। निम्नले झुकाउने बल गणना सूत्र र दुई अतिरिक्त प्यारामिटर अवस्थाहरूको व्युत्पन्न प्रक्रिया वर्णन गर्दछ। पहिलो, उत्पादन पुस्तिकामा यस्ता सिफारिसहरू छन्। फ्री बेन्डिङमा, चयन गरिएको तल्लो डाई ओपनिङ चौडाइ V पाना मोटाई S को 8 देखि 10 गुणा हुन्छ। यहाँ हामी पक्ष अनुपात लिन्छौं।

चित्र १ झुकाउने योजनाबद्ध रेखाचित्र
P - झुकाउने बल
S - पाना मोटाई
V - तल्लो डाई खोल्ने चौडाइ
r - पाना झुक्दा भित्री त्रिज्या
K - झुकने विरूपण क्षेत्र को तेर्सो प्रक्षेपण को चौडाइ![]() =9
=9
दोस्रो, निर्माताले झुकाउने बल प्यारामिटर तालिकामा डाइ चौडाइ V र बेन्डिंग वर्कपीसको भित्री व्यास r को सम्बन्धित मानहरू सूचीबद्ध गर्दछ। सामान्यतया r=(०.१६~०.१७)V। यहाँ, व्यास-देखि-चौडाइ अनुपात ![]() =0.16.
=0.16.
शीट मेटल को झुकाउने प्रक्रिया को समयमा, विरूपण क्षेत्र मा सामाग्री एक अत्यधिक प्लास्टिक विरूपण अवस्थामा छ, र यो केन्द्र रेखा वरिपरि एक कोण मा झुकेको छ। झुकाउने क्षेत्रको बाहिरी सतहमा, केही अवस्थामा सूक्ष्म दरारहरू देखा पर्न सक्छन्। विरूपण क्षेत्रको क्रस-सेक्शनमा, केन्द्रीय तहको वरपर बाहेक, अन्य बिन्दुहरूमा तनावहरू सामग्रीको तन्य शक्तिको नजिक छन्। तटस्थ तहको माथिल्लो भाग संकुचित र तल्लो भाग तनाव छ। चित्र २ ले विरूपण क्षेत्रमा क्रस-सेक्शन र सम्बन्धित तनाव रेखाचित्र देखाउँछ।

चित्र २ तनाव रेखाचित्र
S - पाना मोटाई
l - पाना झुकाउने लम्बाइ
विरूपण क्षेत्रको क्रस-सेक्शनमा झुकाउने क्षण हो:

विरूपण क्षेत्रमा मेसिनको झुकाउने बलले उत्पन्न गरेको झुकाउने क्षण हो (चित्र 1 हेर्नुहोस्):
![]()
बाट![]()
![]()
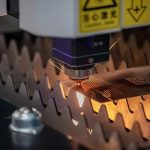
झुकाउने मेसिनमा नि:शुल्क झुकाउनको लागि सामान्य-उद्देश्य मोल्डहरू प्रयोग गर्दा, धेरै जसो शीट मेटल 90° झुकेको हुन्छ। चित्र ३ मा देखाइए अनुसार K हो:
![]()
K लाई समीकरण (1) मा प्रतिस्थापन गर्दै, हामी पाउँछौं:

साधारण सामग्रीको तन्य शक्ति σb=450N/mm2, प्रतिस्थापन सूत्र (2) मा:
![]()
यो व्युत्पन्न प्रक्रियाबाट देख्न सकिन्छ कि समीकरण (2) वा समीकरण (3) प्रयोग गर्दा झुकाउने बल गणना गर्न, दुई अतिरिक्त
माथि उल्लेखित प्यारामिटर सर्तहरू पूरा गर्न आवश्यक छ। अर्थात्, पक्ष अनुपात![]() =9, व्यास-देखि-चौडाइ अनुपात
=9, व्यास-देखि-चौडाइ अनुपात![]() =0.16, अन्यथा यसले ठूलो त्रुटि निम्त्याउनेछ।
=0.16, अन्यथा यसले ठूलो त्रुटि निम्त्याउनेछ।

चित्र 3 मुक्त झुकाउने
S - पाना मोटाई
r - पाना झुक्दा भित्री त्रिज्या
K - झुकने विरूपण क्षेत्र को तेर्सो प्रक्षेपण को चौडाइ
झुकाउने बल गणना गर्न नयाँ विधि र चरणहरू
डिजाइन वा प्रक्रिया आवश्यकताहरूको कारण, कहिलेकाहीँ एकै समयमा माथिका दुई अतिरिक्त आवश्यकताहरू पूरा गर्न गाह्रो हुन्छ। यस समयमा, सिफारिस गरिएको गणना सूत्र झुकाउने बल गणना गर्न प्रयोग गर्नु हुँदैन तर निम्न चरणहरू अनुसार चलाइनुपर्छ।
(1) प्लेट मोटाई S, झुकाउने त्रिज्या r, र तल्लो डाइ ओपनिङ V अनुसार, चौडाइ र मोटाई अनुपात र व्यास र चौडाइ अनुपात क्रमशः गणना गरिन्छ।
(२) पानाको विकृति अनुसार विरूपण क्षेत्रको प्रक्षेपण चौडाइ गणना गर्नुहोस्।
(3) झुकाउने बल गणना गर्न सूत्र (1) लागू गर्नुहोस्।
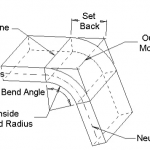
गणना प्रक्रियामा, झुकाउने त्रिज्याको भिन्नता र सम्बन्धित विरूपण क्षेत्रको परिवर्तनलाई विचार गरिएको छ। यसबाट गणना गरिएको झुकाउने बल सामान्यतया सिफारिस गरिएको सूत्रद्वारा गणना गरिएको परिणाम भन्दा बढी सटीक र भरपर्दो हुन्छ। अब चित्रा 4 मा देखाइए अनुसार उदाहरण दिनुहोस्।

चित्र ४ नयाँ गणना विधि
ज्ञात: पानाको मोटाई S=6mm, पानाको लम्बाइ l=4m, झुकाउने त्रिज्या r=16mm, तल्लो डाइ ओपनिङ चौडाइ V=50mm, र सामग्रीको तन्य शक्ति σb=450N/mm2। नि: शुल्क झुकाउनको लागि आवश्यक झुकाउने बल फेला पार्नुहोस्।
पहिले, पक्ष अनुपात र व्यास-देखि-चौडाइ अनुपात फेला पार्नुहोस्:
![]()
दोस्रो, विरूपण क्षेत्रको प्रक्षेपण चौडाइ गणना गर्नुहोस्:

अन्तमा, झुकाउने बल फेला पार्न समीकरण (1) प्रयोग गर्नुहोस्:
![]()
यदि सामान्य सिफारिस गरिएको सूत्र झुकाउने बल गणना गर्न प्रयोग गरिन्छ:
![]()
बाट ![]() = 1.5, यो देख्न सकिन्छ कि दुई बीचको भिन्नता 1.5 गुणा हो। यस त्रुटिको कारण यो हो कि यस उदाहरणमा झुकाउने त्रिज्या अपेक्षाकृत ठूलो छ, र सम्बन्धित विरूपण क्षेत्र बढेको छ, त्यसैले झुकाउने क्रममा ठूलो झुकाउने बल आवश्यक छ। यस उदाहरणमा, व्यास-देखि-चौडाइ अनुपात= ०.३२, जसले माथि प्रस्तुत गरिएका प्यारामिटरहरूको अतिरिक्त सर्तहरू पार गरेको छ। झुकाउने बल गणना गर्न सामान्यतया सिफारिस गरिएको सूत्र प्रयोग गर्न यो स्पष्ट रूपमा अनुपयुक्त छ। तपाईंले यो उदाहरणबाट नयाँ गणना विधिको फाइदाहरू हेर्न सक्नुहुन्छ।
= 1.5, यो देख्न सकिन्छ कि दुई बीचको भिन्नता 1.5 गुणा हो। यस त्रुटिको कारण यो हो कि यस उदाहरणमा झुकाउने त्रिज्या अपेक्षाकृत ठूलो छ, र सम्बन्धित विरूपण क्षेत्र बढेको छ, त्यसैले झुकाउने क्रममा ठूलो झुकाउने बल आवश्यक छ। यस उदाहरणमा, व्यास-देखि-चौडाइ अनुपात= ०.३२, जसले माथि प्रस्तुत गरिएका प्यारामिटरहरूको अतिरिक्त सर्तहरू पार गरेको छ। झुकाउने बल गणना गर्न सामान्यतया सिफारिस गरिएको सूत्र प्रयोग गर्न यो स्पष्ट रूपमा अनुपयुक्त छ। तपाईंले यो उदाहरणबाट नयाँ गणना विधिको फाइदाहरू हेर्न सक्नुहुन्छ।
निष्कर्ष
यहाँ प्रस्तुत गरिएको झुकाउने बल गणना गर्नका लागि चरणहरू र सूत्रहरू पाना धातुको कोण बेन्डिङमा मात्र लागू हुँदैन तर चाप बेन्डिङमा पनि लागू हुन्छ (कडाको रूपमा भन्नुपर्दा, यसलाई एक अतिरिक्त-ठूलो झुकाउने त्रिज्याको साथ कोण झुकाउने भनिन्छ)। यो औंल्याउनुपर्छ कि मोल्डको आकार विशेष हुन्छ जब पाना चाप आकारमा झुकिएको हुन्छ। विरूपण क्षेत्र को प्रक्षेपण गणना गर्दा, यो प्राविधिक प्रक्रिया मा सेट प्राविधिक मापदण्डहरु अनुसार गणना गरिनु पर्छ, जुन एक साधारण सूत्र द्वारा व्यक्त गर्न सकिदैन।
चाप आकारको मोल्ड डिजाइन गर्दा, झुकाउने बल गणना गर्न यस लेखमा पेश गरिएको विधि प्रयोग गरेर, सन्तोषजनक परिणामहरू प्राप्त गर्न सकिन्छ।
सम्बन्धित उत्पादनहरु
 प्रेस ब्रेक बेन्डिङ मेसिनको उपयुक्त डाइ कसरी छनौट गर्ने
प्रेस ब्रेक बेन्डिङ मेसिनको उपयुक्त डाइ कसरी छनौट गर्ने- हाइड्रोलिक प्रेस ब्रेक मेसिनको टनेज कसरी छनौट गर्ने
- किन एक प्रेस ब्रेक झुकाउने मेसिनमा क्षतिपूर्ति प्रणाली थप्नुहोस्
- WILA मध्यम र बाक्लो प्लेटहरू झुकाउने कुशल समाधान
- सीएनसी झुकाउने मेसिनको सीपहरू प्रयोग गर्नुहोस्
- अग्रणी उद्योगहरूमा यसको भविष्य पारगम्यताको लागि फाइबर लेजरहरूको फाइदाहरू
- परम्परागत झुकाउने अनुक्रम र झुकाउने मेसिन मोल्डको दैनिक प्रयोग विशिष्टता
- क्यान्टन फेयर
- प्रेस ब्रेक क्राउनिंग के हो
- तपाईको प्रेस ब्रेकको लागि बेन्ड भत्ता कसरी गणना गर्ने