सीएनसी हाइड्रोलिक प्रेस ब्रेक मेसिनको फाइदा

1. सजिलो सञ्चालन
सीएनसी प्रेस ब्रेक सञ्चालन गर्न धेरै सजिलो छ र कम श्रम गहन मेसिन हो। त्यसकारण अपरेटरले एकै समयमा धेरै मेसिनहरू ह्यान्डल गर्न सक्छ। यी मेसिनहरू केवल अपरेटरको स्पर्श, महसुस, र ध्वनि मार्फत सञ्चालन गर्न सकिन्छ। यसबाहेक, तिनीहरू धेरै प्रयोगकर्ता मैत्री छन् र एक उच्च शक्तिशाली नियन्त्रण प्रणाली छ।
2. लचिलो प्रोग्रामिङ
सीएनसी प्रेस ब्रेकको लचिलो प्रोग्रामिङले अपरेटरलाई सरल अंग्रेजी वा कुनै अन्य उपयुक्त भाषामा मेसिन नियन्त्रण गर्न सक्षम बनाउँछ।

सञ्चालन गर्न सकिने विभिन्न प्रकारका अपरेशनहरू मेनुमा विकल्पहरूको रूपमा पनि उपलब्ध छन्। एकचोटि आवश्यक अपरेशन छनोट भएपछि, चक्र समय, सामग्री, दबाब, र उत्पादन प्रक्रियासँग सम्बन्धित अन्य तत्वहरूको सन्दर्भमा प्रश्नहरूको अर्को सूची स्क्रिनमा देखा पर्दछ। र अपरेटरले मेसिनमा जवाफहरू इनपुट गरेपछि, मानहरू सम्बन्धित कार्य सुरु गर्नु अघि पुष्टिको लागि स्क्रिनमा प्रदर्शित हुन्छन्।
3. आधुनिक डिजाइन
सीएनसी प्रेस ब्रेकमा आधुनिक डिजाइन समावेश गरिएको छ जसले अपरेटरलाई सजिलैसँग झुकाउने क्रम मिलाउन सक्षम बनाउँछ। यसले अपरेटरलाई आवश्यक उत्पादन छिटो निर्माण गर्न मद्दत गर्दछ। थप रूपमा, अपरेटरले अब कुनै निश्चित डिग्रीको झुकाव सिर्जना गर्न दबाबको आवश्यक मात्रा अनुमान गर्नु पर्दैन। अन्य कारकहरू जस्तै फ्ल्यान्जको लम्बाइ, सामग्रीको प्रकार, मोटाईको मात्रा, र मोडको डिग्री सीएनसी नियन्त्रण इकाईमा सीधा प्रवेश गर्न सकिन्छ। निर्माण गरिने भाग 2D वा 3D समाप्त संस्करणमा पनि हेर्न सकिन्छ। यसबाहेक, पहिलो भाग मेसिन वा अफलाइन पीसी मार्फत प्रोग्राम गरिसकेपछि, कम दक्ष अपरेटरले पनि सजिलैसँग त्यसपछिका भागहरू उत्पादन गर्न सक्छ।

4. दुबै छेउमा "C" प्लेटहरूमा दुई रेखीय स्केलहरू स्थापित छन्।
काम गर्ने क्रममा डिफ्लेक्शनको प्रभावलाई हटाउनको लागि हामीले यसलाई कार्य तालिकामा ठीक गर्छौं। रैखिक स्केलले राम (Y1, Y2) को दुबै अन्तिम स्थितिहरूको निरीक्षण गर्नेछ र संकेत पठाउनेछ। सीएनसी एम्पलीफायर द्वारा एम्प्लीफाइड गरेपछि, सिग्नललाई कम्प्युटरमा फिर्ता दिइनेछ। त्यसपछि कम्प्यूटरले तेलको मात्रा नियन्त्रण गर्नेछ, जुन सिलिन्डरमा प्रवेश गर्न जाँदैछ। त्यसैले राम र worktable को समानान्तर ± 0.01mm अन्तर्गत नियन्त्रण गर्न सकिन्छ।
५. बहुमुखी प्रतिभा: इलेक्ट्रोनिक चेसिस/ब्रेकेट जस्ता जटिल भागहरू सहित कुनै पनि मोटाई र सामग्री प्रकार (ब्रेक भौतिक सीमा भित्र) झुकाउनुहोस्।
6. DELEM प्रणालीमा स्वचालित परीक्षण र आत्म-निदान कार्यहरू छन्। साथै, प्रोग्रामिङले मोड्ने प्लेटको आकार, कार्य टुक्राको आयाम र उपकरणहरू छनौट गर्ने समावेश गर्दछ। त्यसपछि सीएनसी प्रणालीले झुकाउने बल र ब्याक गेज र र्यामको स्थिति स्वचालित रूपमा गणना गर्न सक्छ। साथै र्याम पेनिट्रेटिंग र थिच्ने समय रिले गणना गर्न सकिन्छ। उत्कृष्ट गुणस्तरको इलेक्ट्रो-हाइड्रोलिक समानुपातिक भल्भले दुबै सिलिन्डरहरूको सिंक्रोनाइजेसन सुनिश्चित गर्न सक्छ र साथै सनकी लोड डिल गर्नको लागि राम्रो क्षमता।

7. ब्याक गेजले रोलिङ बल स्क्रू र रोलिङ गाइड मार्ग अपनाउछ, त्यसैले X अक्षको दोहोरिने स्थिति सटीकता ± 0.1mm पुग्न सक्छ। पूर्ण मेसिन सुरक्षा गार्ड र इन्टरलकरको साथ छ अपरेटरलाई चोटपटकबाट जोगाउन।
8. मुख्य स्लाइडिङ भागहरू जस्तै सिलिन्डर, पिस्टन रड, गाइड मार्ग, सबै पहिरन प्रतिरोध उपचार संग छन्।
9. CNC प्रणालीले CNC हाइड्रोलिक प्रेस ब्रेक मेसिन र्याम र ब्याक गेजको स्ट्रोकलाई राम्रो परिशुद्धताका साथ नियन्त्रण गर्नेछ।
सीएनसी हाइड्रोलिक प्रेस ब्रेक मेसिनको हानि
1. सामग्री ह्यान्डलिङ: ठूला पानाहरू सामग्री ह्यान्डल गर्न कठिनाई
२. टुलिङ: तल र माथिको टुलिङ आवश्यक छ
3. फ्ल्यान्जको लम्बाइ सम्पूर्ण बेन्डिङ अपरेसनको क्रममा डाइभरि विस्तार गर्नुपर्छ, फ्ल्यान्ज साइज सीमित गर्दै
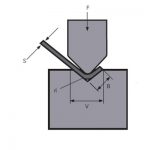
4. वसन्त फिर्ता: झुकाउने अन्त्यमा, चित्र 1 मा देखाइए अनुसार, लोचदार विकृतिको पुन: प्राप्तिको कारणले वसन्त फिर्ता हुन्छ। रिबाउन्ड घटनाले वर्कपीसको आयामी शुद्धतालाई सीधा असर गर्छ र यसलाई नियन्त्रण गर्नुपर्छ। यस सन्दर्भमा लिइएका प्रक्रिया उपायहरू हुन्: ① कोण क्षतिपूर्ति विधि। यदि workpiece को झुकाउने कोण 90 °, स्लट (V आकारको) खोल्ने कोण अन्तर्गत झुकाउने मेसिन 78 ° चयन गर्न सकिन्छ।

चित्र १
दबाब समय सुधार विधि द्वारा बढाइएको छ। तल्लो नालीको फिलेटमा प्लास्टिक विकृतिको डिग्री बढाउनको लागि माथिल्लो डाई, वर्कपीस, र झुकाउने मेसिनको तल्लो ग्रूभको सम्पर्क समय विस्तार गर्न झुकाउने अन्त्यमा दबाब सुधार गर्नुहोस्, ताकि फाइबरको रिबाउन्ड प्रवृत्ति। तनाव र कम्प्रेसन क्षेत्रमा एकअर्काको विरोध हुन्छ, जसले गर्दा रिटर्न बम कम हुन्छ।
सम्बन्धित उत्पादनहरु
 सीएनसी प्रेस ब्रेक झुकाउने मेसिनको कार्य सिद्धान्त र संरचना
सीएनसी प्रेस ब्रेक झुकाउने मेसिनको कार्य सिद्धान्त र संरचना- WILA मध्यम र बाक्लो प्लेटहरू झुकाउने कुशल समाधान
- हाइड्रोलिक प्रेस ब्रेक मेसिनको टनेज कसरी छनौट गर्ने
- शीर्ष 10 चीन पावर प्रेस निर्माताहरू
- उपयुक्त सीएनसी हाइड्रोलिक प्रेस ब्रेक मेसिन कसरी छनौट गर्ने
- CNC शीट मेटल बेन्डरको E21 प्रणाली जान्नको लागि 4 चरणहरू
- प्रेस ब्रेक क्राउनिंग के हो
- गिलोटिन कपाल काट्ने मेसिन कसरी सञ्चालन गर्ने
- हाइड्रोलिक पावर प्रेस मेसिनको मर्मत
- हाइड्रोलिक पावर प्रेस मेसिनको सुरक्षित सञ्चालन नियम