कपाल काट्ने मेसिनहरू प्रायः पाना धातु प्रशोधन उद्योगमा प्रयोग गरिन्छ। जस्तो देखिने साधारण कतर्न कार्यले वास्तवमा धेरै चालहरू समावेश गर्दछ, ब्लेड ग्यापको समायोजन चरणहरूदेखि विभिन्न सामग्रीहरूको लागि समायोजन प्रविधिहरू, र ब्लेडहरूको चयनसम्म। काट्ने गुणस्तरसँग सम्बन्धित, निम्नले धेरै पक्षहरूबाट विस्तारमा कतरण ब्लेड ग्याप समायोजनको सान्दर्भिक सामग्री परिचय गर्नेछ।
ब्लेड ग्याप समायोजन ह्यान्ड ह्वील: (हाइड्रोलिक स्विङ बीम कतर्न मेसिन)

ब्लेड एज क्लियरेन्सको बिजुली समायोजन (हाइड्रोलिक गिलोटिन काट्ने मेसिन)

विभिन्न कातरहरूको ब्लेड क्लियरेन्स
स्विङ बीम कपाल काट्ने मेसिन द्रुत ब्लेड ग्याप समायोजन संयन्त्रसँग सुसज्जित छ, जसले ब्लेड ग्याप समायोजन गर्न सक्छ जुन विभिन्न प्लेट मोटाई र सामग्री अनुसार काट्नको लागि राम्रो छ, र सन्दर्भ चयनको लागि सही प्यारामिटर तालिकासँग सुसज्जित छ, र सन्तोषजनक काटन प्राप्त गर्दछ। उचित ब्लेड ग्याप मार्फत गुणस्तर। टुल पोष्ट घुम्ने बित्तिकै, स्विङ बीम शियरको श्यायरिङ कोण र कतर्न ग्याप परिवर्तन हुनेछ।
तीन-बिन्दु रोलर गाइड अपनाउनुहोस्, प्यापिलियनेसियस वसन्त द्वारा अगाडिको रोलरमा बल मार्फत, काट्ने बीम दुई पछाडि रोलरहरूसँग कडा रूपमा सम्पर्कमा रहन्छ। काट्दा, प्रणालीले राम्रो काटन गुणस्तर प्राप्त गर्न विभिन्न पानाहरूको आवश्यकता अनुसार चक्कु किनारा अन्तरलाई विद्युतीय रूपमा समायोजन गर्नेछ।

ब्लेड अंतर समायोजन मा भिन्नता
स्विङ बीम काटन मेसिनसँग म्यानुअल रूपमा ब्लेड ग्याप समायोजन गर्ने कार्य छ, केवल ह्यान्डल घुमाउनुहोस्। गिलोटिन शियरहरूमा ब्लेड ग्यापलाई विद्युतीय रूपमा समायोजन गर्ने कार्य हुन्छ, जुन प्रणाली मार्फत अधिक सुविधाजनक र सही रूपमा समायोजन गर्न सकिन्छ, जुन राम्रो कतरनी गुणस्तर प्राप्त गर्न लाभदायक हुन्छ।

| ब्लेड ग्याप समायोजन चरणहरू |
| 1. तल्लो ब्लेड हटाउनुहोस् र यसलाई टुक्रा टुक्रा सफा गर्नुहोस् |
| 2. ब्लेड सबै चार पक्षहरूमा प्रयोग गर्न सकिन्छ, र चयन गरिएको एक छेउ कडा रूपमा स्थापित छ। र तेर्सो र ठाडो दिशाहरूमा ब्लेडको सीधापन जाँच गर्नुहोस्। |
| 3. माथिल्लो ब्लेड निश्चित छ र समायोजन गर्न सकिँदैन। हामी तल्लो ब्लेड समायोजन गरेर कतरनी ब्लेड अंतर समायोजन गर्छौं। |
| 4. सामान्यतया बाहिरी छेउमा क्लियरेन्स बढाउन तल्लो ब्लेडको बायाँ र दायाँ स्क्रूहरू फेला पार्नुहोस्। |
| 5. तल्लो ब्लेडको बायाँ र दायाँमा दुई सेट स्क्रूहरू फेला पार्नुहोस् जसले तल्लो ब्लेडलाई खाली गर्न धकेल्छ। तिनीहरूमा लक गरिएको ब्याकअप नटहरू छन्। सामान्यतया, भित्र भित्र। |
| 6. तल्लो ब्लेड टेबलको बायाँ र दायाँ चार बोल्ट खोल्नुहोस् |
| 7. माथिल्लो ब्लेडलाई म्यानुअल घुमाएर उचित स्थितिमा तल राखिएको छ, र अपरेटर समायोजन सुरु गर्न को लागी मेसिनको खाली ठाउँमा जान्छ। |
| 8. बायाँ हातको माथिल्लो र तल्लो ब्लेडको खाली भागबाट लगभग 0.5 मिमी समायोजन गर्न फिलर गेज प्रयोग गर्नुहोस्। |
| 9. म्यानुअल टर्निङले ब्लेडलाई बीचको स्थितिमा माथि सार्छ र लगभग 0.5 मिमीमा समायोजन गर्दछ। |
| 10. म्यानुअल मोडिङले ब्लेडलाई माथिल्लो र तल्लो चक्कुहरू छुट्याइएको नभएको ठाउँमा सही स्थानमा सार्न मद्दत गर्दछ। बीचको स्थिति लगभग 0.5 मिमी मा समायोजित छ। |
| 11. म्यानुअल रूपमा माथिल्लो ब्लेडलाई उचित स्थानमा घुमाउनुहोस् र राम्रो समायोजन सुरु गर्नुहोस्। |
| 12. फिलर गेजको तीनवटा तारहरू पाँचवटा तारहरूमा प्रवेश गर्न नसकेसम्म बाँया हातको माथिल्लो र तल्लो ब्लेडले टोक्ने स्थितिलाई ठीक-ट्युन गर्न फिलर गेज प्रयोग गर्नुहोस्। |
| 13. म्यानुअल रूपमा ब्लेडलाई बीचको स्थितिमा घुमाउनुहोस् र फिलर गेजले तीनवटा तारहरू प्रवेश गर्न नसकेसम्म र पाँचवटा तारहरू प्रवेश गर्न नसकेसम्म राम्रो समायोजन सुरु गर्नुहोस्। |
| 14. माथिल्लो र तल्लो चक्कुहरू दायाँ छेउमा विच्छेद नभएको स्थानमा म्यानुअल रूपमा ब्लेडलाई घुमाउनुहोस् र फिलर गेजले तीनवटा तारहरू प्रवेश गर्न नसकेसम्म र पाँचवटा तारहरू प्रवेश गर्न नसकेसम्म राम्रो समायोजन सुरु गर्नुहोस्। |
| 15. जब काट्ने मेसिनको काट्ने किनारा तिखो हुन्छ, यदि काटिएको पानाको छेउमा दागहरू छन् भने, माथिल्लो र तल्लो ब्लेडहरू बीचको अन्तरलाई उचित रूपमा कम गर्न सकिन्छ। |
सामान्य समस्या र चक्कु समायोजन कौशल
प्रायः भेटिने मेटल प्लेटहरू हुन्:
1. 13mm भन्दा बाक्लो प्लेटहरू।
2. 0.2~4mm पातलो प्लेट।
3. फूल बोर्ड।
4. उच्च तनाव प्लेट (सामान्यतया अटोमोबाइल पाना धातु मा प्रयोग गरिन्छ)।
5. टाइटेनियम प्लेट
सबै भन्दा साधारण समस्या ब्लेड chipping वा उपकरण डेन्ट छ। यी समस्याहरूको प्रतिक्रियामा, हामीले पहिले माथिल्लो र तल्लो ब्लेडहरू बीचको अन्तर निर्धारण गर्नुपर्छ।
ब्लेड को समायोजन कौशल
ब्लेड समायोजन गर्दा, तपाईंले प्लेटको मोटाई भन्दा लगभग 2 ~ 3 मिमी बाक्लो ग्याप सेट गर्नुपर्छ। यसको मतलब, जब तपाइँ 5mm बाक्लो प्लेट काट्न चाहानुहुन्छ, तपाइँ 7mm वा 8mm बाट समायोजन सुरु गर्नुपर्छ, र बिस्तारै यसलाई तल समायोजन गर्नुहोस्, जब तपाइँ यसलाई काट्नु हुन्छ, प्लेटको काट्ने सतहले 1/3 उज्यालो सतह र 2/ देखाउँछ। 3 म्याट सतह, जसले उत्कृष्ट काटन प्रभाव प्राप्त गर्दछ। विवरणहरू यस प्रकार छन्:


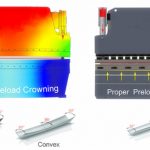
ढाँचा बोर्ड काट्दा ग्याप सेटिङ कठिन छ, र यसलाई बोर्ड मोटाई सीधा प्रयोग गर्नुको सट्टा, ढाँचा बोर्डको सबैभन्दा उत्तल बिन्दुबाट गणना गरिएको बाक्लो मोटाईबाट समायोजन गर्नुपर्छ। साथै, ढाँचा अनुहारको उत्तल पक्षलाई तल काट्दा उपकरणको जीवन विस्तार गर्न सकिन्छ।
थप रूपमा, प्लेटको सामग्रीलाई विचार गर्नुपर्दछ, विशेष गरी स्टेनलेस स्टील काट्दा। काट्ने उपकरण धारिलो, पहिरन प्रतिरोधी र कडा हुनुपर्छ। तसर्थ, हाइड्रोलिक काटन मिसिन को ब्लेड छलफल गर्नुपर्छ। चक्कु किनाराको कोण र अन्य उपस्थिति डिजाइन र उत्पादन सटीकताको अतिरिक्त, चयन गरिएको सामग्री उपकरणको गुणस्तरलाई असर गर्ने मुख्य कारक हो।
सम्बन्धित उत्पादनहरु
 गिलोटिन सियरिङ मेसिन र स्विङ बीम छार्न मेसिन बीचको भिन्नता
गिलोटिन सियरिङ मेसिन र स्विङ बीम छार्न मेसिन बीचको भिन्नता- सीएनसी शीट मेटल ब्रेकको सञ्चालन र मर्मतसम्भार
- गिलोटिन कपाल काट्ने मेसिन कसरी सञ्चालन गर्ने
- कम्बाइन्ड पञ्चिङ र सियरिङ मेसिनको परिचय
- QC12 गिलोटिन शियर हाइड्रोलिक धातु पाना काट्ने मेसिन
- हाइड्रोलिक सियरिङ मेसिन र तेल सर्किट प्रणाली को रखरखाव को सामान्य विफलता को मरम्मत
- चार-स्तम्भ हाइड्रोलिक प्रेसको लागि सामान्य त्रुटिहरू र समस्या निवारण विधि
- हाइड्रोलिक गिलोटिन धातु पाना प्लेट स्टेनलेस स्टील कतरन मिसिन
- सीएनसी शीट मेटल बेन्डरको लागि विक्षेपण क्षतिपूर्ति कसरी बनाउने
- QC11Y हाइड्रोलिक गिलोटिन कपाल काट्ने मेसिन